THE LIGHTEST AND SMALLEST GAS CUTTING TORCH ON THE MARKET
NO ANALOGUES IN THE WORLD!
2in1: CUTTING+WELDING
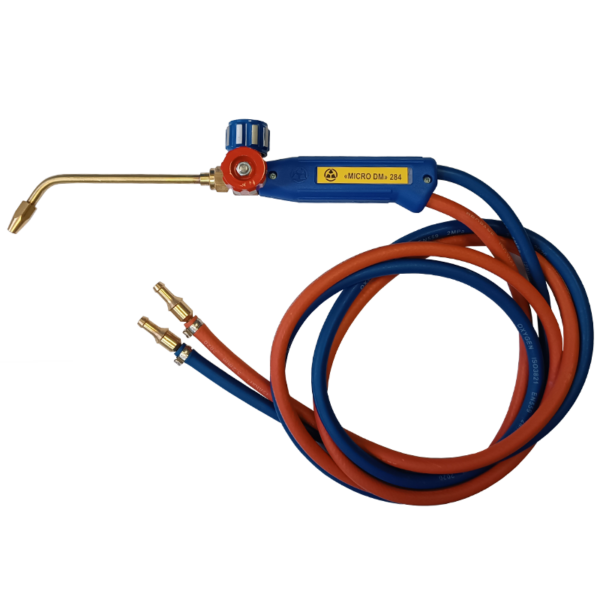
Light, compact, super-economical multipurpose acetylene cutting torch, designed for manual oxy-gas cutting of low-carbon steels up to 20 mm thick. Thanks to the concentrated, focused flame, the cutting torch can also be used as a torch for welding metal up to 6 mm thick.
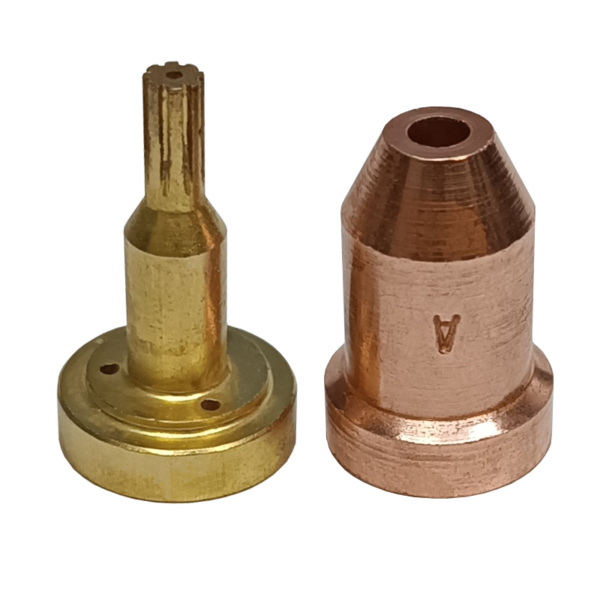
There is a copper welding tip No. 3A included in the set. It is used for long-term gas welding. Used gas fuel – acetylene (A).
Ideal for making precise jewelry cuts with maximum control of the cutting process. Allows you to quickly heat up the metal and start the cutting process.
Works equally well on clean and rusty metal!
FEATURES:
– cutting torch weight – just 300 g
– small size – length no more than 290mm
– convenient valve positioning allows to adjust the flame with one hand
– has the same cutting capacity as plasma cutting torches – minimal burn-off loss
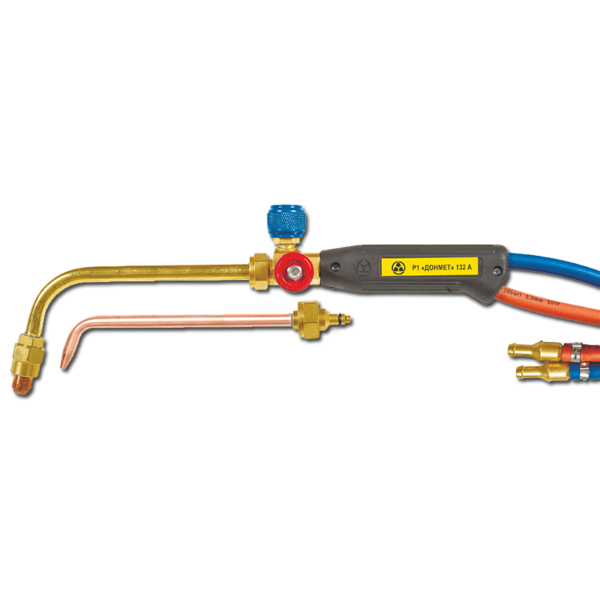
– multipurpose (after changing the tip it turns into a welding torch)
– cutting thickness up to 20mm, welding – up to 6mm
– high cutting precision due to superior design of the nozzles
– cost-efficient
Solid copper welding tip for handle 132A No. 132.600.01